Řízení modelu posuvové jednotky s časovači
tutoriál
Tutoriál porogramování PLC systémů
Práce studenta 4. ročníku VOŠ, SPŠ a JŠ Kutná Hora - David Kolenčík
Student řešil stejné zadání jako jsme si předvedli v předchozí kapitole tutoriálu. Žák měl za úkol naprogramovat PLC na jeho pracovišti, úlohu odladit pomocí modelu posuvové jednotky EDU-mod a vytvořit projektovou dokumentaci. Byla to první úloha v předmětu, žáci tehdy pracovali pouze v jazyku Ladder Diagram. Projektovou dokumentaci (téměř bez úprav) přikládám.
Zadání úlohy
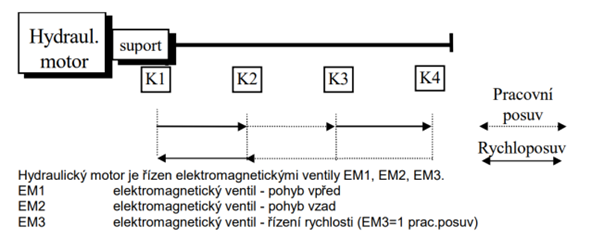
Navrhněte logický obvod pro řízení hydraulické posuvové jednotky v režimu dle obrázku. Po stisku tlačítka START se vykoná jeden pracovní cyklus, který může být kdykoli zastaven tlačítkem STOP. Další rozjezd je možný pouze z počáteční polohy (K1). Při pohybu vpřed čeká suport 3s na koncovém spínači K2, 4s na koncovém spínači K3. Při pohybu vzad čeká suport 5s na koncovém spínači K4, 4s na koncovém spínači K2. Po dojezdu na K1 je pracovní cyklus ukončen.
Teoretický úvod
Zadání úkolu je řídit modul hydraulické posuvné jednotky pomocí PLC od firmy Teco v prostředí Mosaic.
Modul hydraulické posuvové jednotky popisuje posouvání pístu pomocí LED diod, z čehož čtyři mají funkci snímačů polohy a to K1, K2 K3 a K4. Umožňuje plynulý posuv pístu, a to buď rychloposuvem pomocí motorů EM1, EM2 nebo posuvem pracovním za pomocí motoru EM3. Po spuštění modelu, popřípadě po jeho restartování se píst nastaví do původní polohy, neboli poloha snímače K1. Model dokáže detekovat dva druhy chyb. Při jejich detekování nás upozorní červená LED dioda EER. První chybové hlášení se objeví při přejetí krajních poloh snímačů polohy K1 a K4. Model se vrátí do výchozího stavu po stisknutí tlačítka RESET. Druhé chybové hlášení spočívá ve zpuštění obou motorů současně EM1 a EM2. V tuto chvíli začne červená LED dioda blikat. Po odstranění závady může píst pokračovat v činnosti bez jakéhokoli restartování.
PLC automaty jsou odlišné od běžných počítačů nejen tím, že zpracovávají program cyklicky, ale i tím, že jejich periferie jsou přímo uzpůsobeny pro napojení na technologické procesy. Převážnou část periferií v tomto případě tvoří digitální vstupy (DI) a digitální výstupy (DO). Pro další zpracování signálů a napojení na technologii jsou určeny analogové vstupy (AI) a analogové výstupy (AO) pro zpracování spojitých signálů. S rozvojem automatizace v průmyslu jsou používány i další moduly periferních jednotek připojitelných k PLC, které jsou nazývány funkčními moduly (FM) např. pro polohování, komunikačními procesory (CP) pro sběr a přenos dat a další specifické moduly podle výrobce konkrétního systému. Z hlediska konstrukce PLC se tyto dělí do skupiny „kompaktních“ a „modulárních“ systémů.
Kompaktní systém má pevně danou konfiguraci integrovaných modulů s definovaným počtem připojených signálů; uživatel může k základnímu modulu připojit pouze jeden nebo několik přídavných modulů z velmi omezeného sortimentu s pevnou kombinací vstupů a výstupů, lze je použít pro řízení menších systémů (klimatizační, technické vybavení budov, mycí linky automobilů, závlahové systémy, atd.).
Modulární systém poskytuje nesrovnatelně větší volnost ve volbě konfigurace. Tvoří ho nosný rám a zásuvné periferní jednotky, karta CPU, napájecí zdroj (v rámu jsou rozvedené napájecí a systémová sběrnice.). Do různých variant rámů lze zasouvat libovolné moduly (v počtu 4, 6, 8 a 11 modulů). Rozšiřovací moduly mohou být připojeny i na vzdálenost stovek metrů.
Postup zpracování úlohy
Úplně na začátku jsem založil projekt, připojil jsem PLC a načetl jsem jseho konfiguraci. Poté jsem si našel jednotlivé vstupy a výstupy a seznámil jsem se s logikou přípravku. Naučil jsem se posouvat požadovaný prostředek z jedné strany pásu na druhý bez toho, aby mi padal na zem a vyvolával chyby. Dále jsem přidal zpomalení při cestě tam i zpátky. Následně jsem přidal časy, kdy se mají motory na určitý čas zastavit. Když vše fungovalo, přidal jsem i tlačítko STOP, které v jakékoliv fázi pás zastaví a nepovolí ho znovu spustit.
Pracoviště
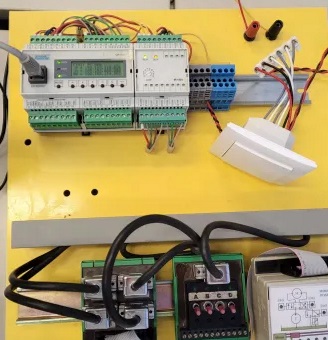
Na pracovišti používám PC připojený přes ethernet do sítě, PLC tecomat Foxtrot CP-1014 spojený s modulem IR-1501 (vlevo nahoře), který je také připojené do sítě, tlačítka (uprostřed dole) a model hydraulické posuvné jednotky (vpravo dole). PLC má přiřazenou adresu 192.168.114.018.
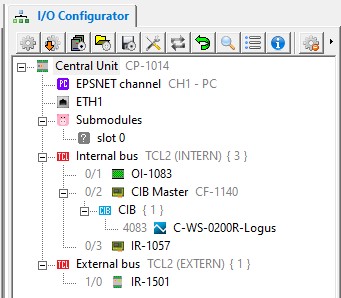
Konfigurace PLC
Konfiguraci použitého PLC vytvoříme pomocí nástroje I/O konfigurátor
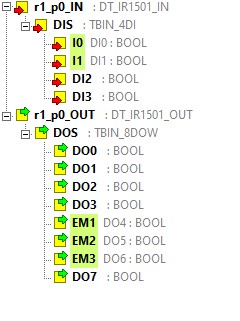
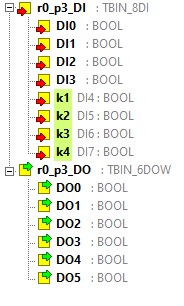
Aliasy
Prvním krokem naší práce je tzv. mapování vstupů a výstupů PLC – vytvoříme vstupní a výstupní Alias
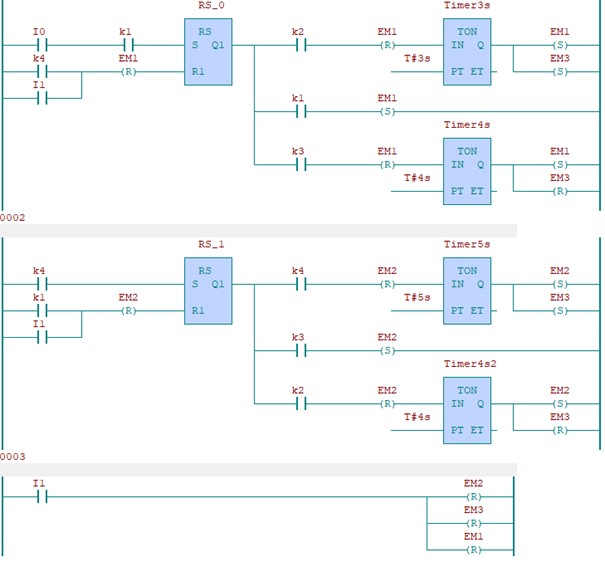
Program v jazyku LD
Závěr
Na první pohled mi přišel přípravek celkem složitý a nepochopitelný. Netrvalo to však dlouho, a tyto iluze vyměnilo sebevědomí s tím, že přípravek dělá přesně to, co má. Po chvíli hledání správných vstupů a výstupů už nebyl problém v posledních několika minutách udělat program, který s krabicí jezdí sem a tam. Příští hodinu jsem se už vrhnul na zpomalovací motory. Poté byl trochu oříšek přidat i zastavení, kdy jsem musel předělat spínací členy na set a reset, ale netrvalo dlouho a už jsem přišel s skoro finální verzí programu. Na konec jsem si nechal záchranné tlačítko STOP, které program zastaví.
Celkově mě úloha bavila a procvičila moje logické myšlení v jazyku LADDER. I přes to, že to není můj oblíbený jazyk, jeho využití se v této úloze hodilo.
Pokračování
Ve zveřejňování prací našich studentů bych rád pokračoval (pokud GDPR dovolí). Jejich postupy jsou mnohdy zajímavé a poskytují nám důležitou zpětnou vazbu.
Dotazy k této kapitole pište do formuláře v úvodu tutoriálu.